| 焊缝尺寸标注示例 | ||
| 名称 | 示 意 图 | 标 注 示 例 |
| 对 接 焊 缝 |  |
|
 |
||
 |
||
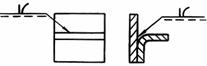
| 卷边焊缝 |  |
|
| 连续角焊缝 |  |
|
| 断续角焊缝 |  |
 |
| 交错断续角焊缝 |  |
 |
| 塞焊缝或槽焊缝 | 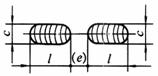 |
|
 |
||
| 缝焊缝 |  |
|
| 点焊缝 | 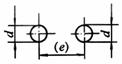 |
|
 |
 |
|
 |
 |
|
 |
 |
|
 |
 箭头应指向带有坡口一侧的工件 箭头应指向带有坡口一侧的工件 |
|
| 焊 缝 符 号 的 简 化 标 法 | ||
| 序号 | 焊缝视图或剖视图画法 | 简 化 注 法 |
| 1 |  |
 |
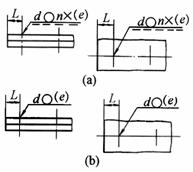
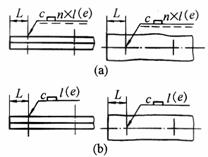
| (a)断续I形焊缝在箭头侧,L是焊缝起始位置的定位尺寸(b)按注2和注3的规定,省略了焊缝段数和非箭头侧的基准线(虚线) | ||
| 2 | 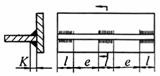 |
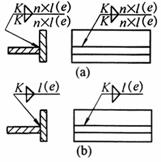 |
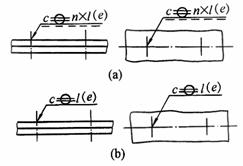
| (a)对称断续角焊缝,构件两端均有焊缝(b)按注2规定省略了焊缝段数,按注1规定,焊缝符号中的尺寸只在基准线上标注了一次 | ||
| 3 |  |
 |
| (a)交错断续角焊缝,工件在非箭头侧两端均有焊缝(b)按注2规定省略了焊缝段数,按注1规定,焊缝符号中的尺寸只在基准线上标注了一次 | ||
| 4 |  |
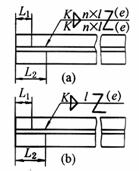 |
| (a)交错断续角焊缝,L1(或L2)是确定箭头侧(或非箭头侧)焊缝起始位置的定位尺寸(b)按注2规定省略了焊缝段数,按注1规定,焊缝符号中的尺寸只在基准线上标注了一次 | ||
| 5 |  |
 |
| (a)点焊缝位于中心位置,L是焊缝起始焊点中心位置的定位尺寸(b)按注2规定省略了焊缝段数 | ||
| 6 | 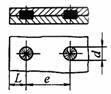 |
 |
| (a)点焊缝偏离中心位置,在箭头侧(b)按注2和注3的规定,省略了焊缝段数和非箭头侧的基准线(虚线) | ||
| 7 |  |
 |
| (a)两行对称点焊缝位于中心位置,e1是相邻两焊点中心的间距,e2是点焊缝的行间距,L是第1列焊缝起始焊点中心位置的定位尺寸(b)按注2规定省略了焊缝段数 | ||
| 8 | 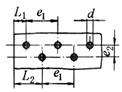 |
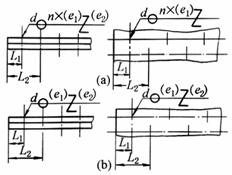 |
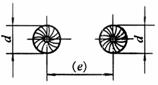
| (a)交错点焊缝位于中心位置,L1(或L2)是第1行(或第2行)焊缝起始焊点中心位置的定位尺寸(b)按注2规定省略了焊缝段数,按注1规定,焊缝符号中的尺寸只在基准线上标注了一次 | ||
| 9 |  |
 |
| (a)塞焊缝在箭头侧,L是焊缝起始中心位置的定位尺寸(b)按注2和注3的规定,省略了焊缝段数和非箭头侧的基准线(虚线) | ||
| 10 | 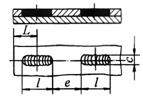 |
 |
| (a)槽焊缝在箭头侧,L是焊缝起始槽对称中心位置的定位尺寸(b)按注2和注3的规定,省略了焊缝段数和非箭头侧的基准线(虚线) | ||
| 11 |  |
 |
| (a)缝焊缝位于中心位置,L是起始缝对中心位置的定位尺寸(b)按注2规定省略了焊缝段数 | ||
| 12 | 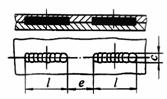 |
 |
| (a)缝焊缝偏离中心位置,在箭头侧,缝焊缝位于中心位置,L是起始对中心位置的定位尺寸(b)按注2规定省略了焊缝段数 | ||
注:1.标注对称焊缝和交错对称焊缝的尺寸时,允许在基准线上只标注一次,如图 a 所示。2.当断续焊缝、对称断续焊缝和交错断续焊缝的段数无严格要求时,允许省略焊缝段数,如图 b 所示。3.在不致引起误解的情况下,当箭头线指向焊缝,而非箭头侧又无缝焊要求时,允许省略非箭头侧的基准线(虚线),如图f所示。4.在同一图样上全部焊缝所采用的焊接方法完全相同时,焊缝符号尾部表示焊接方法的代号可省略不注,但必须在技术要求或其他技术文件中注明“全部焊缝均采用……焊”等字样;当大部分焊接方法相同时,也可在技术要求或其他技术文件中注明“除图样中注明的焊接方法外,其余焊缝均采用……焊”等字样。5.在同一图样中,当若干条焊缝的坡口尺寸和焊缝符号均相同时,可采用图c 的方法集中标注;当这些焊缝同时在接头中的位置均相同时,也可采用在焊缝符号的尾部加注相同焊缝数量的方法简化标注,但其他型式的焊缝,仍需分别标注,如图d 所示。6.当同一图样中全部焊缝相同且已用图示法明确表示其位置时,可统一在技术要求中用符号表示或用文字说明,如“全部焊缝为5 |
||


暂无评论
要发表评论,您必须先 登录